




retour à la page d'accueil
Moyens de production
|
|
J'ai baptisé cette page "moyens de
production": c'est généralement le terme utilisé dans les grandes
entreprises pour vanter les mérites du parc de machines moderne,
productif et performant de leur entreprise jeune et dynamique. Pour moi ce serais plutôt: moyens de production archaïques et désuets, pour une entreprise plus vraiment jeune, et pas forcément dynamique ! En bref: mon état d'esprit est quelque peut différent, je n'ai pas envie de me coller des crédits sur le dos, et de "travailler pour les banques" c'est pourquoi les quelques machines que je possède, je les ai achetées d'occasion, au gré de mes trouvailles. Mais avec ce matériel "rudimentaire", j'ai déjà pu faire pas mal de choses. |
|
|
 |

|
|
|
C'est un bon poste à souder MIG/MAG, que j'ai acheté neuf, il y a 7 - 8 ans, j'utilise du fil acier 0,8mm: cela permet de souder de la tôle fine 0,8mm, jusqu'a des plaques de 10mm (en plusieurs passes), l'on peut aussi l'équiper pour l'alu et l'inox (mais je n'ai pas encore expérimenté). La perceuse à colonne, est tout ce qu'il y a de plus standard, mandrin pour des mèches jusqu'a 13mm, l'on peut aussi adapter des mèches cloches utilisées par les perceuses magnétiques, ce qui permet de percer avec un diamètre de 20mm par exemple. |
|
|
 |
|
|
|
C'est une scie à onglets pour l'acier, que l'on appelle aussi tronçonneuse circulaire, il y a un disque de 315mm. qui est refroidi et lubrifié par un mélange huile de coupe / eau. Elle est plutôt utilisée pour les profilés: c'est à dire des profils tubulaires de 2 à 3mm d'épaisseur, mais avec la petite vitesse, l'on peut aussi couper du fer plein jusqu' 100x10 (mais le disque s'use beaucoup plus vite) l'on peut couper en biais, jusqu'a
45°, les capacités de coupe maximales en droit: tube jusqu'a 100x100 ou
120x80 |
 |
 |
 |
|
|
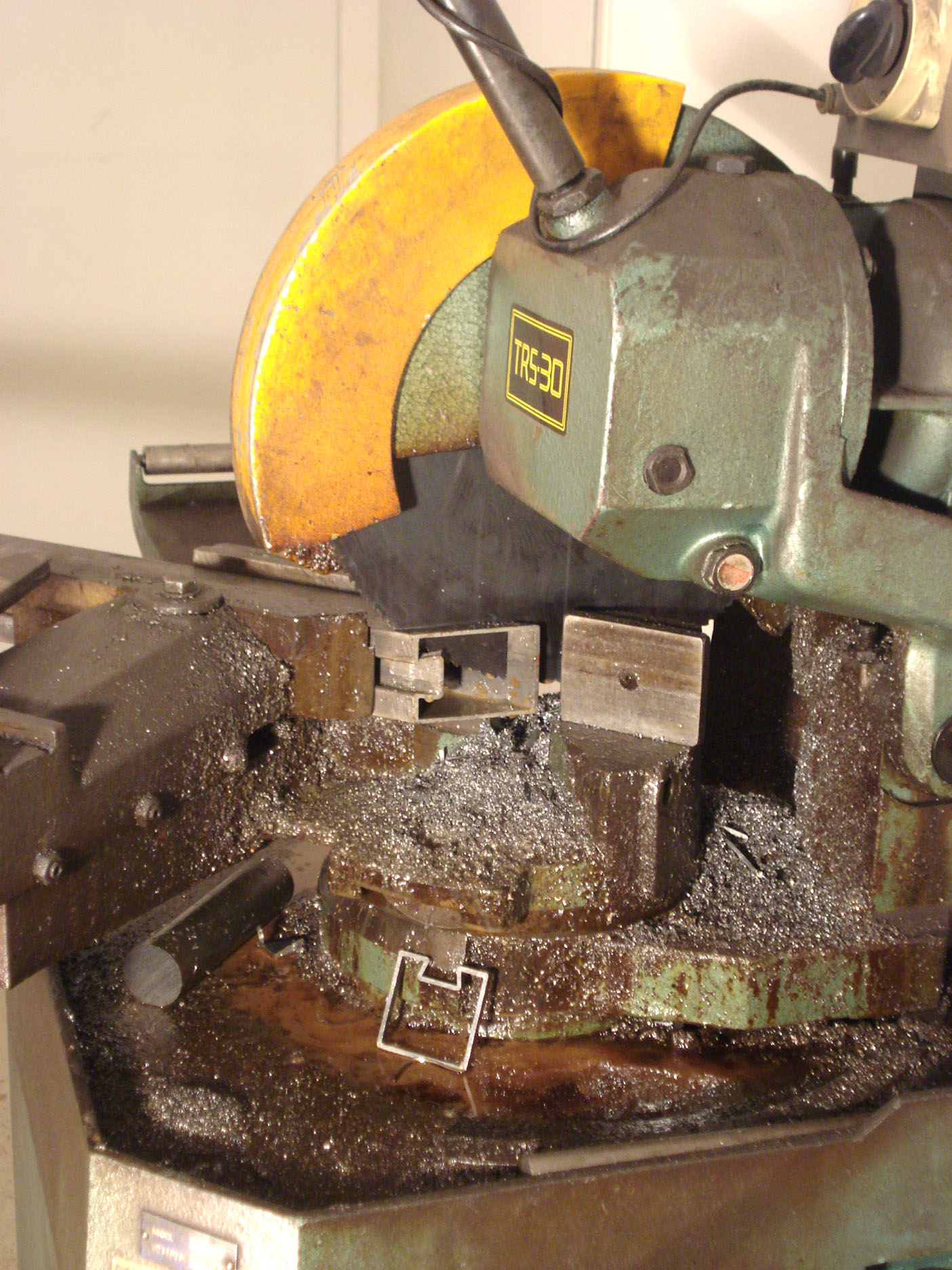
C'est une ancienne scie tronçonneuse que j'ai "rénovée" elle doit probablement dater des années 50 - 60, mais de construction robuste. Sur la photo, j'ai coupé une poutrelle de 160x80 (!) avec un disque de 275mm. Ce n'est certes pas calculé pour cela, mais on y arrive ... L'on peut aussi faire des coupes jusqu'a 60° (photo de gauche avec tube 60mm) ce qui n'est pas très courant, car la plupart des scies vont jusqu'a 45° |
 |
 |
 |
|
|
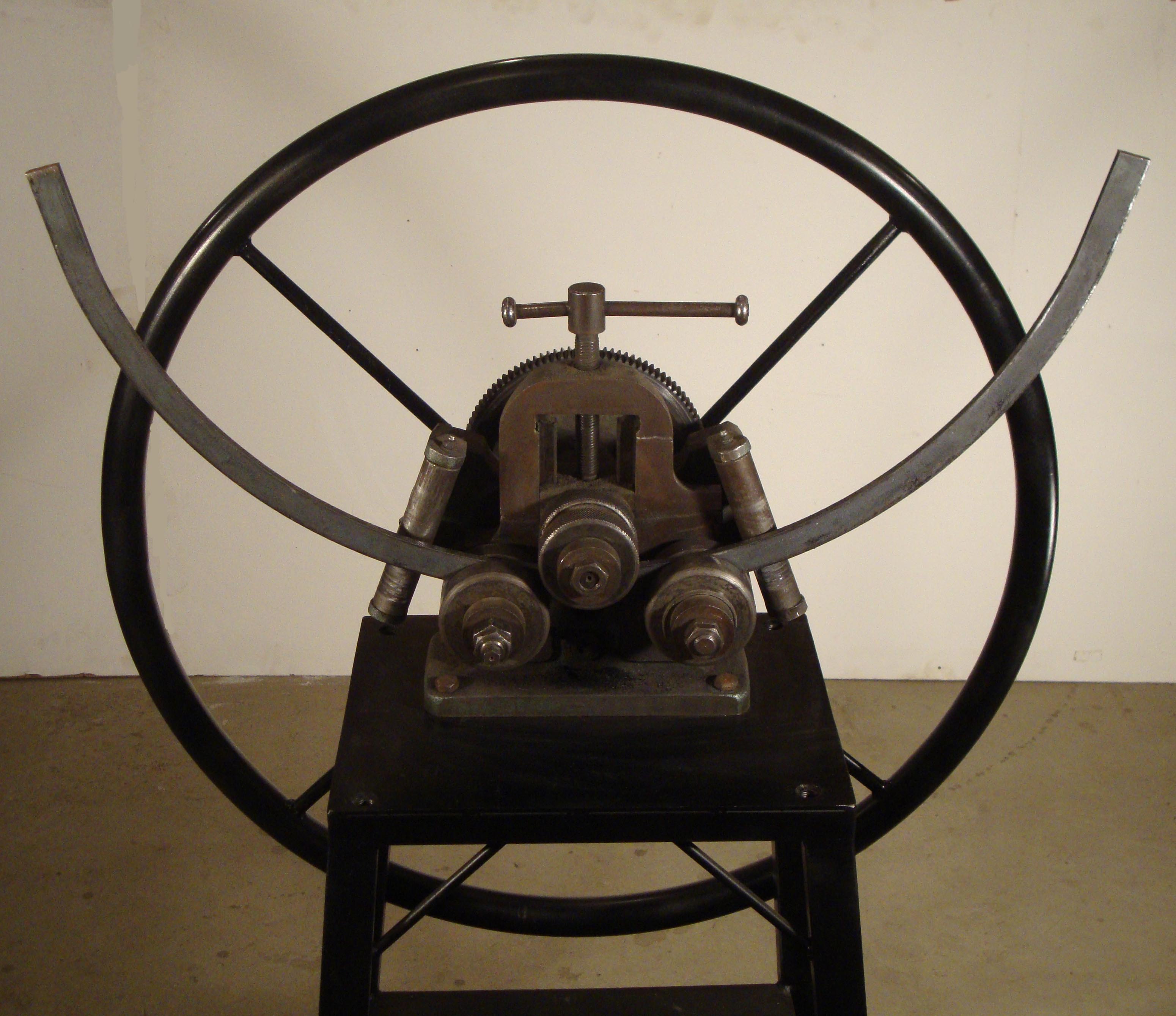
Il s'agit d'une rouleuse de type ferblantier, mais elle était aussi utilisée pour fabriquer des boliers par exemple. la longueur utile est de 1m', les rouleaux sont de 100mm. de diamètre (ce qui est rare pour ce type de machine). Ce qui permet de rouler de la tôle de 3mm d'épaisseur sur 1m de large, l'on peut aussi cintrer des tôles plus épaisses, mais sur une largeur réduite: par exemple, de la tôle 5mm d'épais sur 40cm de large (plus la largeur est faible, plus l'on peut cintrer de l'épais), l'on peut par exemple cintrer jusqu'a du plat de 60x10 (sur le chant), et du fer rond jusqu'a 12mm de diamètre. Comme c'est une machine manuelle, l'on peut cintrer des tôles de manière irrégulière, c'est à dire des formes ovoïdes, anse de panier, ou des coudes et contre coude. Mais cela n'est pas évident a faire, il faut beaucoup de passages, et de patience car, il n'y a pas vraiment de méthode "rationnelle" pour y arriver. Cette rouleuse à le rouleau central
qui descend de manière régulière, ce qui ne permet pas de faire des
formes coniques, |
|
|
 |
|
|
|
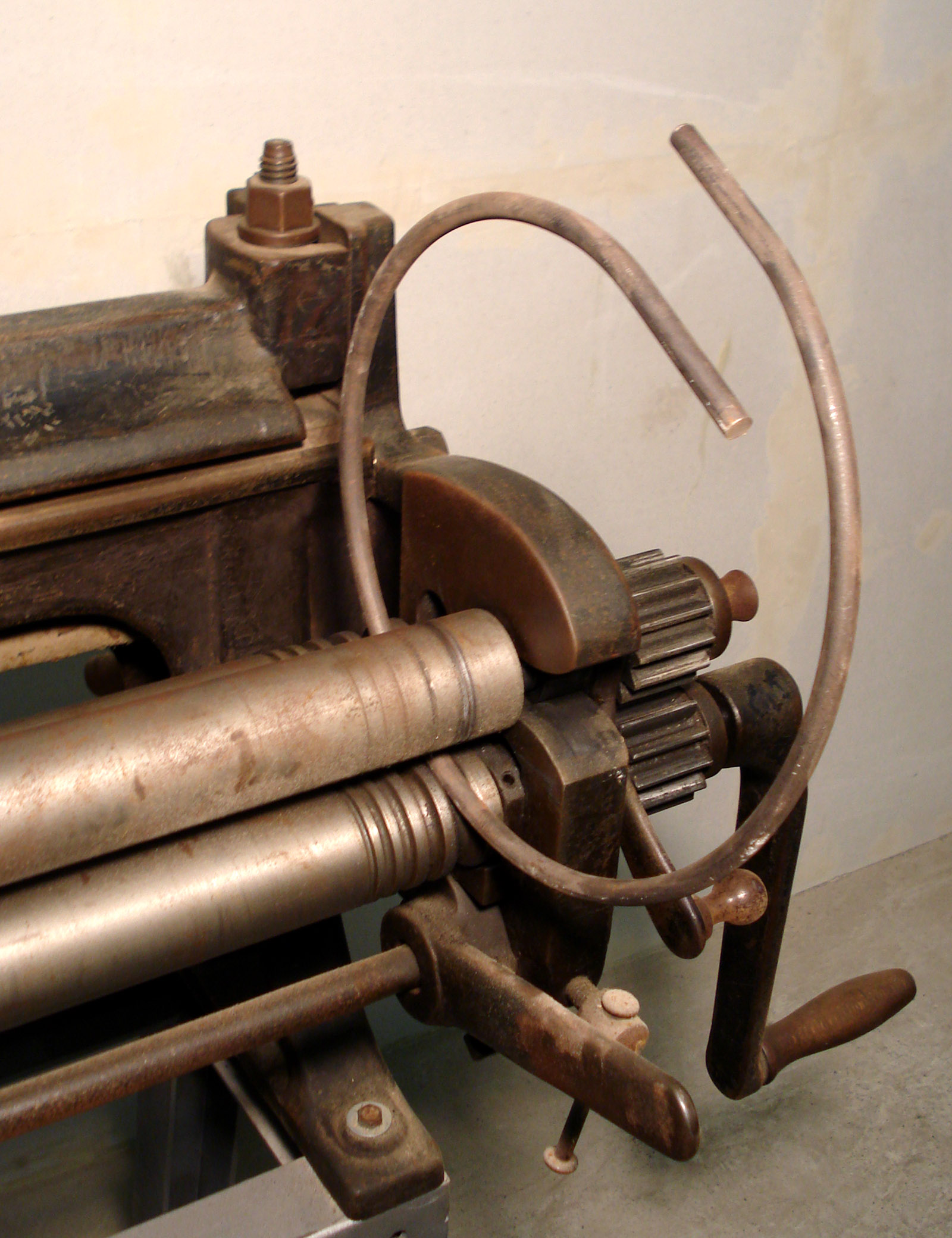
C'est une machine combinée: rouleuse plieuse de ferblantier, l'on peut même fabriquer des chéneaux en cuivre (je n'ai pas encore expérimenté). Le rouleau de cintrage se règle de manière indépendante (une molette à vis de chaque côté), ce qui permet de cintrer des pièces coniques. La chose bizarre, c'est que le rouleau de cintrage, se déplace non de manière verticale, en descendant au milieu des 2 autres rouleaux, mais il se déplace plutôt latéralement, ce qui est assez déroutant. Les rouleaux ont 54mm de diam.
Je n'ai pas encore étudié toutes les
possibilités de cette machine, et ne la maîtrise pas encore de manière
optimale. |
|
|
 |
 |
|
|
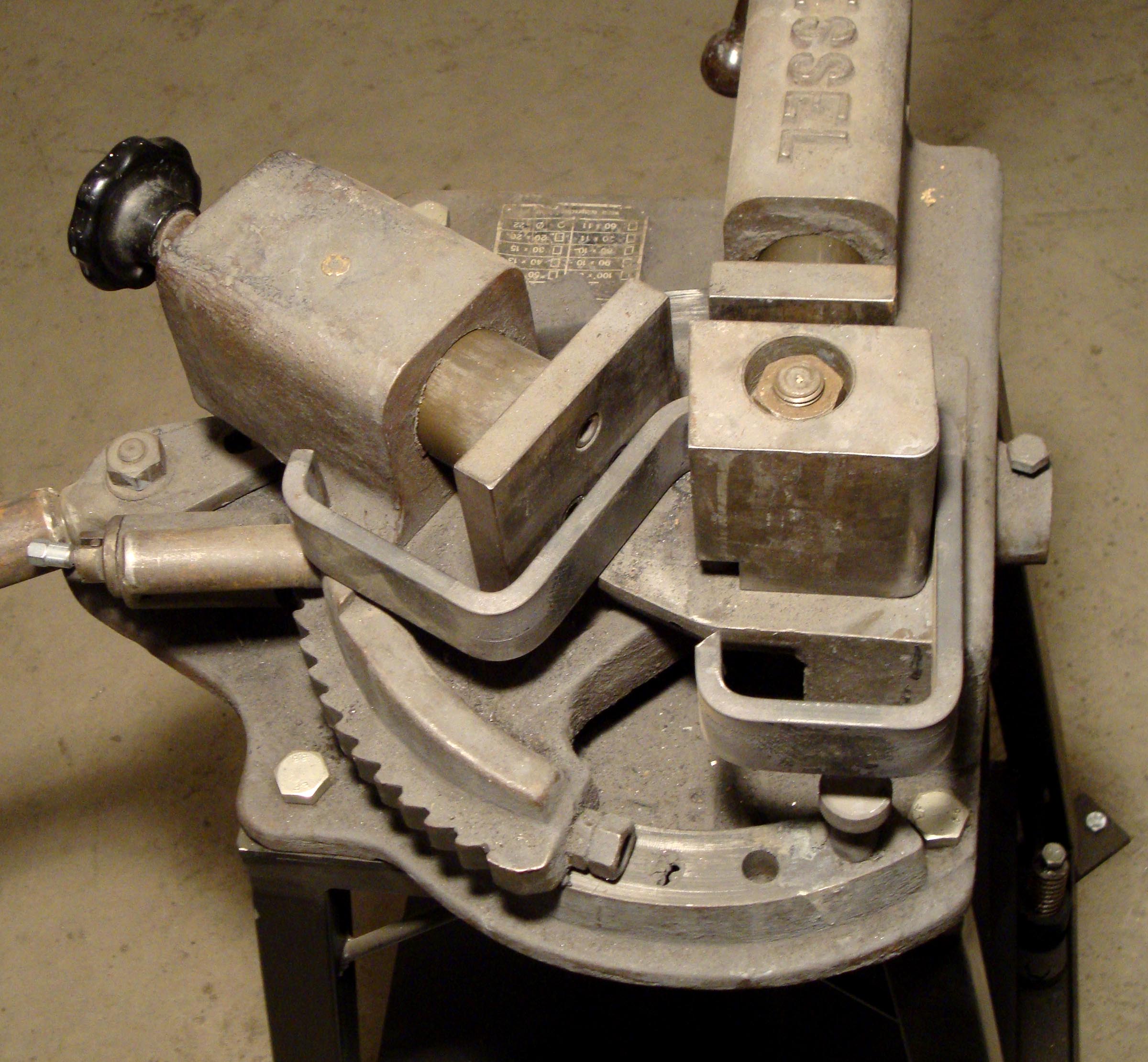
C'est une ancienne cintreuse manuelle:
Elle permet de cintrer des fers T, et fers équerres jusqu'a 25x25x4, ainsi que des plats de 25x8 (cintrage sur le chant). Mais cela reste assez pénible, plutôt prévu pour du 20x20, et plat de 20x6. La qualité du cintrage sera moins bonne, qu'avec une machine plus grosse (déformations) mais cela peut dépanner ... |
|
|
 |
 |
 |
 |
|
|
Ancienne grosse plieuse pour les fers plats et fers ronds: L'on peut plier jusqu'a 90° des fers de grosse section (je n'ai pas encore été jusqu'au maximum). Sur la photo de gauche plat de 40x10, et à droite un exemple de réalisation: C'est un piètement de meuble en rond acier brossé diamètre 14mm. Ces 2 ex. ont été pliés avec la matrice qui fait un pli arrondi, mais l'on peut aussi avoir un pli moins arrondi, avec la matrice à angle vif (mais plus petites sections) |
 |
 |
|
|
Il s'agit d'une plieuse genre "carrossier", de fabrication artisanale, je l'ai modifiée et renforcée. La largeur utile est d'un mètre, l'on peut idéalement plier de la tôle acier jusqu'a une épaisseur de 1,5mm, max 2mm, mais le pli n'est pas très régulier, et en général, l'angle a un plus gros rayon (il est plus arrondi) qu'avec une plieuse plus puissante: sur la photo 1, il y a un exemple de pièce 2mm que j'ai pliée. C'est une machine rudimentaire qui peut faire des plis simples (par exemple pli fermé jusqu'a 45°), mais pas assez précise pour faire des plis dans les 2 sens (du style plaque à gâteau). Bref: c'est juste une machine pour "dépanner", pour des travaux plus complexes, je suis obligé de sous traiter à une tôlerie industrielle. |
|
|

 |
|
|

 |
|
14 juillet 2011 |
Page consacrée à la voluteuse | 14 juillet 2011 |
|
|
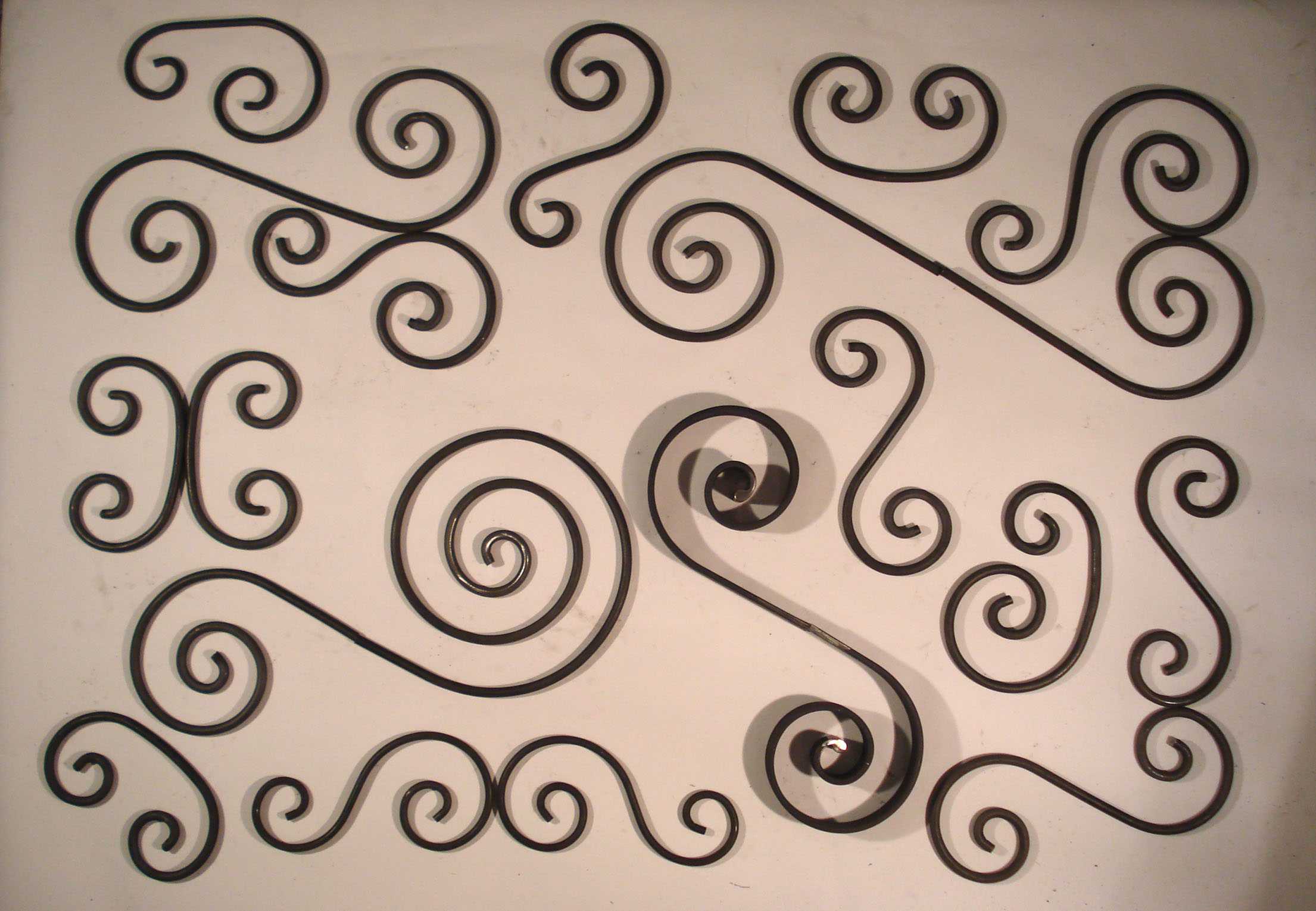
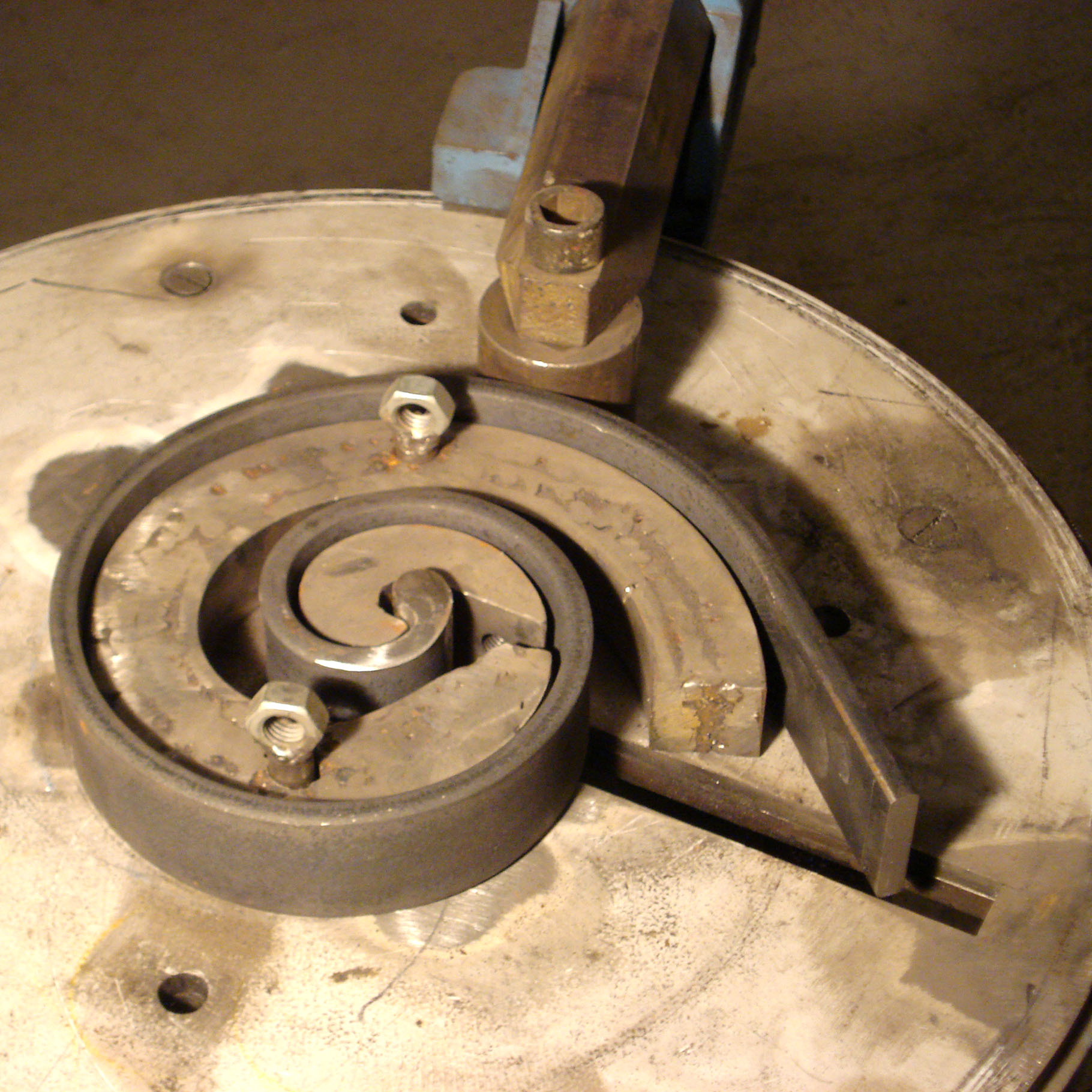
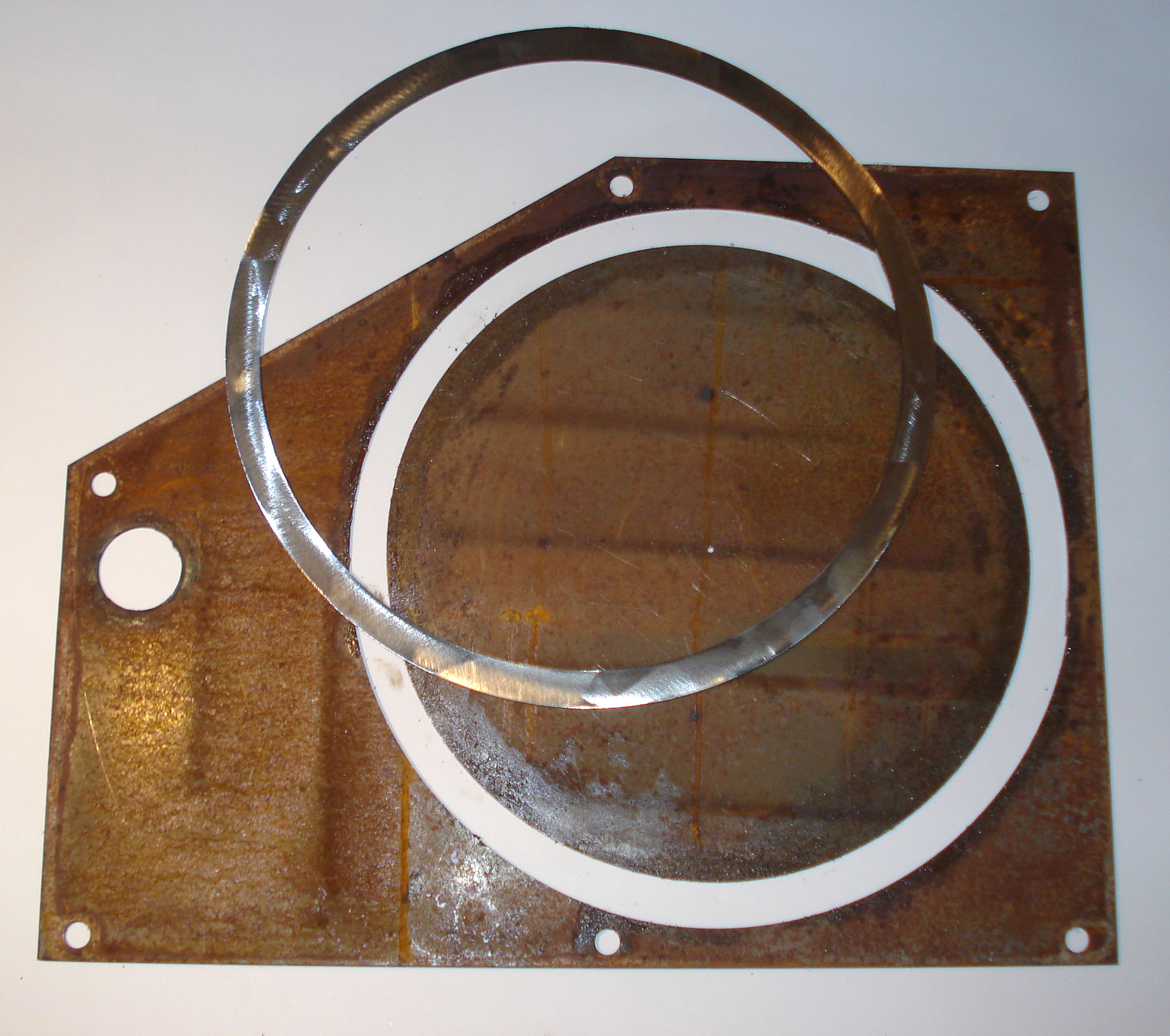
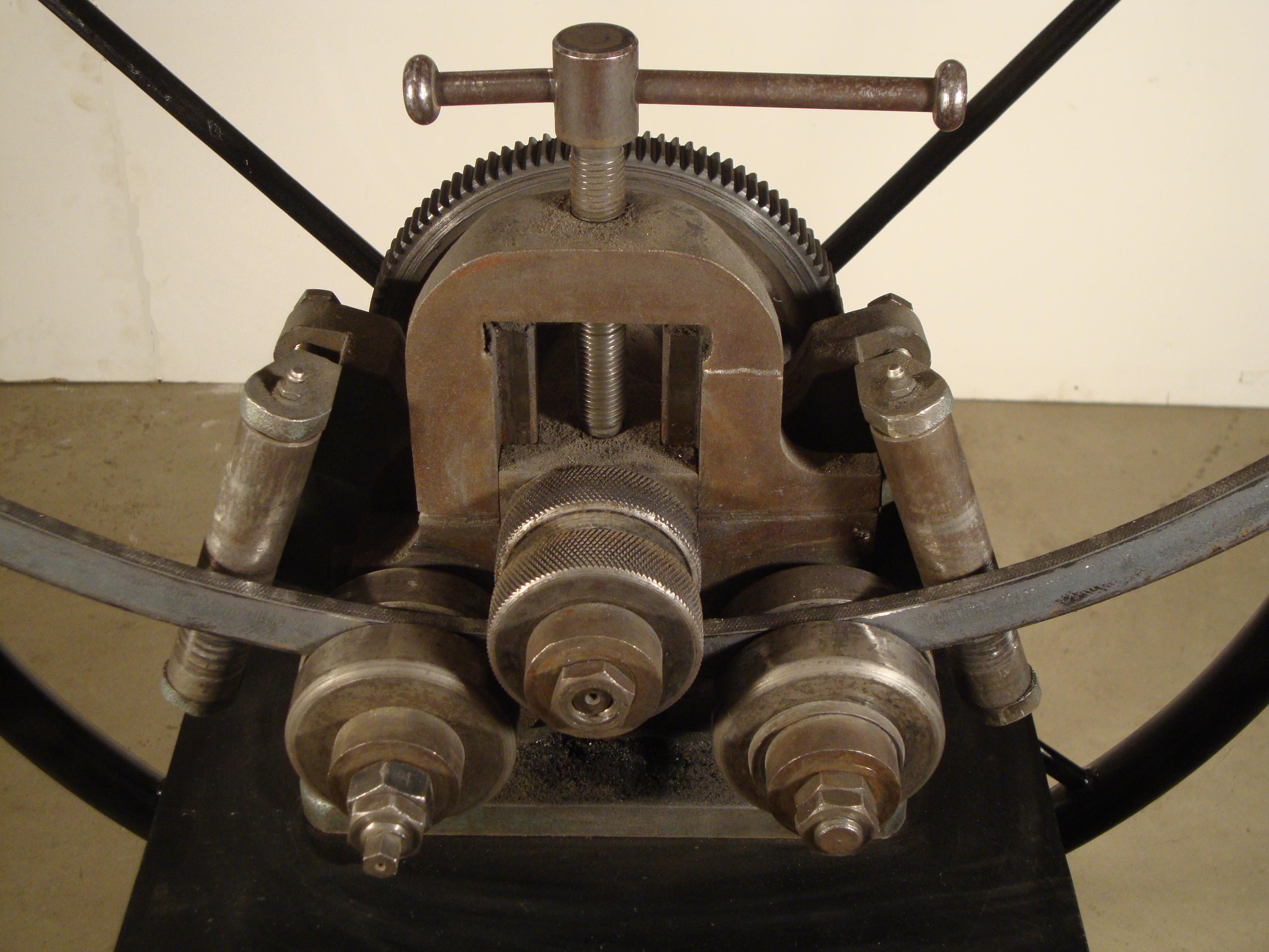
C'est une voluteuse, dont certaines
matrices manquaient, j'en ai profité pour la modifier, afin de la
renforcer, ainsi que de fabriquer des matrices. Actuellement j'arrive a cintrer à froid, des volutes jusqu'a une section de 40x10 (photo 3). Je peux aussi cintrer du fer rond jusqu'a 12mm (photo 2) La chose ardue, est le départ de la volute, car comme toute volute réalisée à froid, le départ est généralement inesthétique, la parade que j'ai trouvé, c'est de souder un bout de fer rond pour le départ (photo 3), ce qui donne l'impression qu'il a été forgé. Pour les fers ronds, généralement, je coupe le bout droit disgracieux du départ. En utilisant cette machine parallèlement à la rouleuse, je peux fabriquer des potences d'enseigne par exemple. |
 |
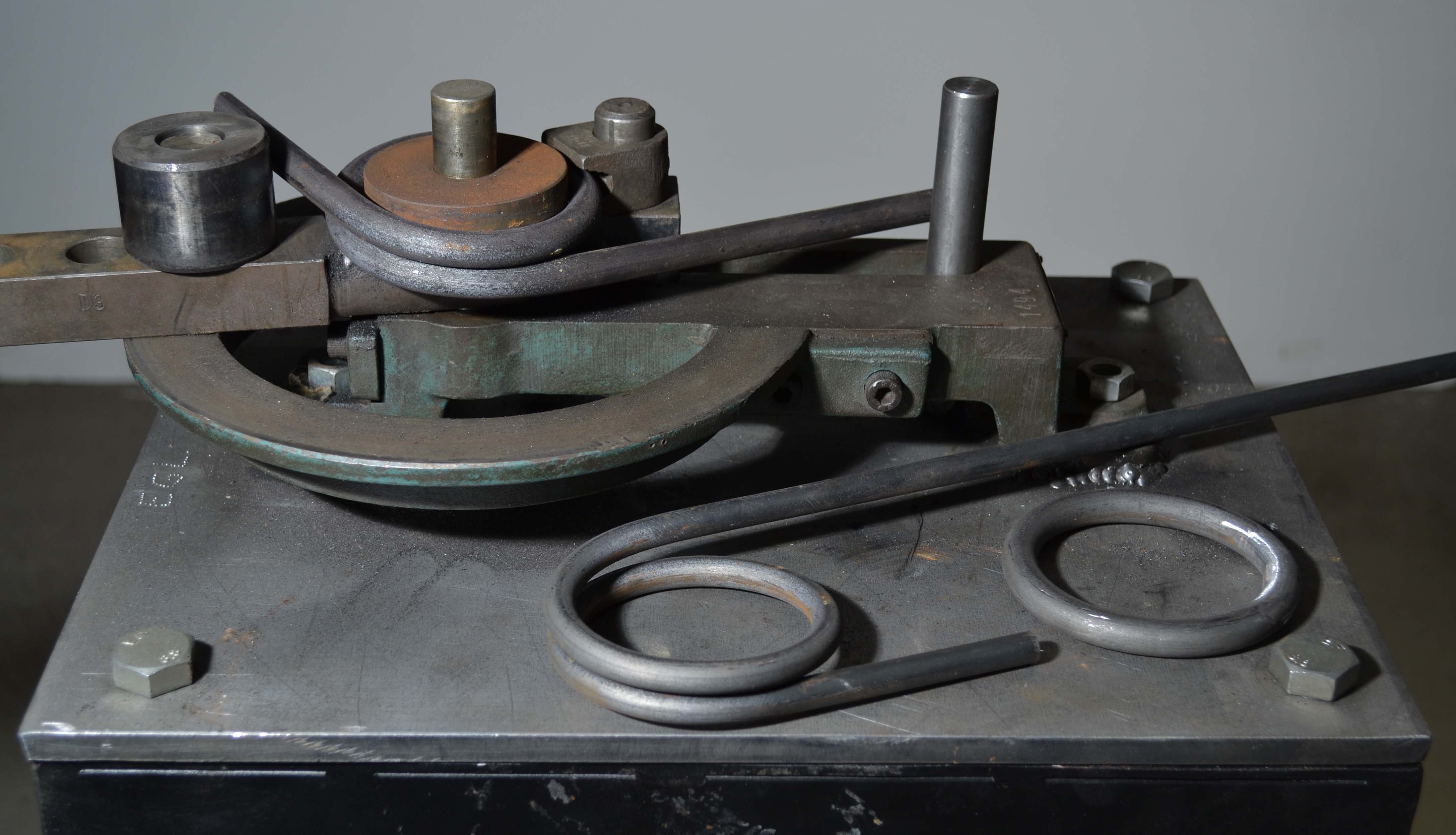
Machine manuelle pour cintrer les fers ronds, plats, et tubes (max. diam 21x1.5) L'on peut cintrer du rond de 12, et plat 40x5, avec divers galets. |
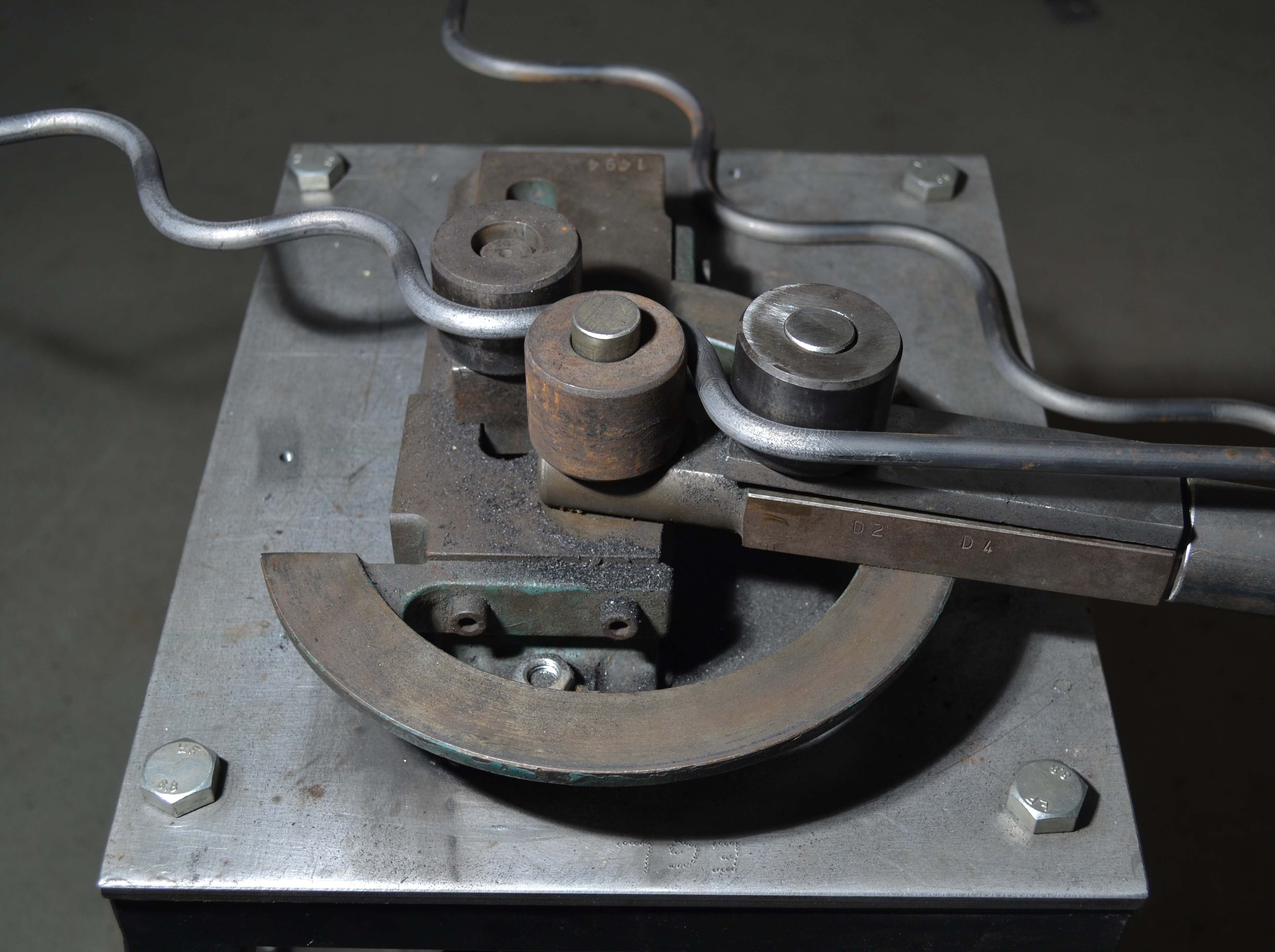 |
A gauche: Fabrication de boucles en fer rond de 12mm (après cintrage, coupé, et ressoudé serré à l'étau. A milieu tube diamètre 21x1.5 pour pieds de table par exemple. A droite fer plat de 40x5 |
 |
 |
 |
|
|


 |
|
|
Il s'agit d'une bordeuse moulureuse de ferblantier, utilisée pour faire une bordure en demi rond sur une tôle par exemple, il y a tout un jeu de matrices, pour faire plusieurs types de plis, ou de formes. (mais là, c'est un domaine ou je je ne me suis pas encore aventuré ...) Cette machine est plutôt conçue pour des tôles fines et malléables comme le cuivre et le zinc, mais l'on peut aussi faire de la mise en forme sur de la tôle acier, jusqu'a 1,5mm. (mais l'idéal c'est plutôt 0,8mm) Sur la photo, il s'agit d'aiguilles de cadrans d'horloge que j'ai découpé dans de la tôle acier 1,2mm, la moulure sert a renforcer et donner du relief. |
 |
Des aiguilles que j'ai découpées manuellement. le renflement central réalisé à la moulureuse. |
 |
|
|

 |
|
|
Pour découper de la tôle, je ne dispose pas d'une cisaille: (simplement pour couper de la tôle 2mm, sur 1 ou 2m', il faut déjà une machine qui pèse plusieurs tonnes !) Donc pour l'instant, je coupe tout avec la petite meule: pour le droit et le cintré, et pour certaines formes complexes, avec la scie sauteuse Par exemple pour les aiguilles de cadrans d'horloge, j'ai cintré un bout de tôle de 1,5mm (diamètre ~150mm), j'ai dessiné la forme dessus, et je les ai entièrement découpées à la meule. |
|
|

 |
|
|
Il s'agit d'une trouilloteuse artisanale (machine à faire les trous), c'est une scie sauteuse, fixée sur un bras réglable, qui peut permettre de faire des découpes de cercles d'un diamètre de 25 à 125cm la précision n'est pas exceptionnelle, mais cela peut toujours dépanner. (photo tôle 3mm) |
|
|
Maçonnerie, menuiserie ...
je dispose aussi de quelques machines
pour faire divers autres travaux: Bétonnière, vibreuse 220v. pour le
B.A. taloches, truelles, règles en alu, marteau piqueur - perçeuse Hilti
TE 74, grosse meule avec disque diamanté. |
|
|

 |
|
|
Ce n'est pas vraiment une "machine", mais cela rend tout de même de grands services !, il s'agit du logiciel de dessin que j'utilise, pour des ouvrages plus complexes, où un croquis sur un bout de papier ne suffit plus: Cela est particulièrement utile, dans le cas de balustrades rampantes (avec biais) par exemple, car cela permet de définir précisément les mesures pour le débitage des pièces. A gauche, c'est le dessin d'un petite charpente, que j'ai effectué dans une entreprise où j'ai travaillé. A droite c'est le dessin d'une étagère, que j'ai conçue, j'ai réalisé les fichiers pour la découpe au laser Avec le même logiciel, l'on peut faire de la 2D, de la 3D, ainsi que de l'image de synthèse (rendu). Je me débrouille bien en 2D, pour la 3D, j'arrive a faire des choses simples, mais il est difficile de rester à niveau, si l'on ne travaille pas souvent dessus. Pour le rendu, ou image de synthèse, j'ai pas mal de peine, il me manque le savoir de base. |
|
|



 |
|
|
Il ne s'agit là pas d'une machine de serrurerie, mais d'un monte panneaux de Fermacell que j'ai fabriqué: j'ai adapté un vérin neuf (utilisé dans les garages, pour démonter des boites de vitesses), j'ai construit un châssis sur roulettes. l'on pose le panneau sur le support, l'on bascule le plateau, et ensuite l'on "pompe" avec le pied sur la pédale pour faire monter le vérin. |
E-mail:
schule.design@20th.ch
21 août 08 / 12 fév.
/ 21 déc. / 30 déc. 2009 / 14 juin 2011 / 1er fév. 2015
.

{kind=link}